Choosing between a bigger diameter saw blade and a smaller diameter saw blade
By Aloke Choudhury
Tube mill manufacturers cold saw users normally have a tendency to use large diameter saws. They definitely have a reason that large diameter saws can cut from a smaller diameter tubes to larger diameter tubes. However, saw blade manufacturers profess different ideas. According to them saws having larger diameter can be used for larger diameter tubes while saws having smaller diameter can be used for smaller diameter tubes. Here in this case we will try to make an investigation as to whether we are gaining or losing by using larger diameter saws to cut smaller diameter tubes.
We consider distinctly two cases - one saw having a diameter 450mm and the other having diameter 300mm ; both the saws have the same thickness (3mm) and same pitch (6mm). The 450mm diameter saw has a hub diameter of 150mm while the 300mm diameter saw has a hub diameter of 100mm. When load is applied on the saw during cutting, at a particular moment and at a particular segment we can consider it to be a column under compressive load, which will act vertically downwards ; a horizontal compressive load will act on the tip and a cause bending due to the horizontal nature of the load. We also assume that the column is not in stable equilibrium. Normally saws are manufactured with a face run out of around 0.15mm; therefore we assume the saw is undergoing an eccentric loading with an eccentricity of 0.15mm.
Now, let us assume a cutting load of 1000N acting on the saw tip. HSS saws normally used for cutting have a cutting angle of approximately 18? with respect to vertical axis and a clearance (rake) angle of 12?. Few investigations were carried out under identical conditions for both the saws. We found out that stresses and deflection in each case and tried to validate the result by manual calculation as well :
Both saws were loaded with 1000N at the tip of the saw, acting normal to tip surface and were consequently checked for stress and deflection.
Both saws were considered having surface run out of 0.15mm. Saws were then loaded with 1000N at the tip, acting normal to tip surface and were then checked for stress and deflection.
Even though we may think that the saw having thickness of 3mm and diameter of 300mm should be structurally stronger compared to the 450mm diameter saw with 3mm thickness, but the FEA result and manual calculation showed that the stresses as well as deflection for both the cases are almost same.
From the productivity point of view, if we consider the same pitch for both the saws, then the number of teeth of the 300mm diameter saw will be less than those of the 450mm diameter saw. Thus to maintain productivity, the RPM of the 300mm diameter saw have to be increased. This means that the number of impacts will be more, which will reduce the life of 300mm diameter saw much faster.
While using the blades for cutting smaller diameter tubes, the 450mm diameter saw blade’s cost is significantly more than that of the 300mm diameter saw blade. Therefore, the initial cost per cut of the smaller diameter blade is economical but since the expected life of 300mm diameter blade is much less than that of the 450mm diameter blade and the 450 mm OD blade can offer a much higher number of re-sharpening opportunities, the overall cost per cut with a 450mm diameter blade should be less as compared to the 300mm diameter blade.
Therefore, we can conclude that the decision of tube mill operators to use larger diameter saws to avoid changing to cut different diameter tubes is more or less justified.
Mathematical Validation
The mathematical calculation has been explained in a highly simplified manner keeping in mind that the target readers are application engineers from various industries. So we have assumed certain things because of which our findings can be within a range of ±10% error, which if of little consequence in these cases. [Should some reader be really interested in this topic, then certainly we wouldn’t mind going deep into the subject in a separate forum.]
Here we are considering only one case. 300mm diameter and 3mm thickness blade and the cutting force is acting normal to the tip.
Horizontal component of the force = F Cosθ
= 1000Cos(18°)
=951.06N
Vertical component of the force = F Sinθ
= 1000 Sin(18°)
= 309.02N
We are going to calculate stress at a horizontal plane which is 0.35mm below the tip.
The area of that plane is 3 x 0.35 = 1.05mm2.
Vertical force will create a direct stress, which is equal to 309.02 / 1.05 = 294.3 mpa.
Horizontal force will create a bending moment which is equal to 951.06 x 0.35 = 332.87 Nmm
So bending stress = M / (I / C)
= 332.87 /0.08…………..…………………….
I / C = (1/12) x (3 x 0.43)/0.2 = 0.08mm3
= 4160.87mpa
Combined stress = 4160.87 + 332.87
= 4493.74mpa
From FEA, the value we get in that particular plane is 4232mpa which is almost the same.
Conclusion:
- Using bigger diameter saw to cut smaller diameter tubes reduces ultimate cost per cut.
- The question remains as to why the stresses in both the cases coming same. The answer is that since the pitch and tool geometry are same in both the cases and the significant effect of cutting force remaining only up to gullet area so the stresses and deflection remain the same.
FEA analysis result
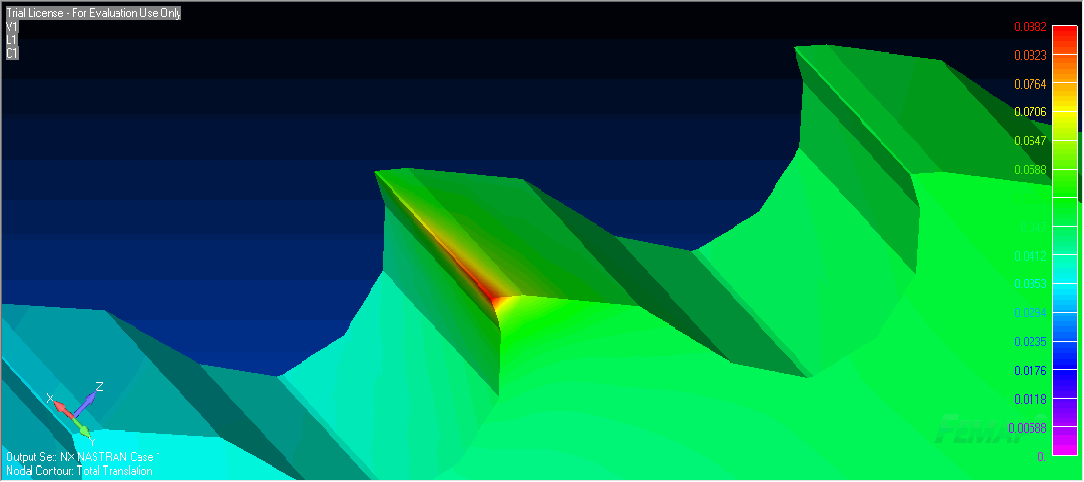
- Diameter = 450 mm Thickness = 3mm Y =18? α = 12?
Force = Normal to the surface
Without considering run out
Von misses stress:6328mpa
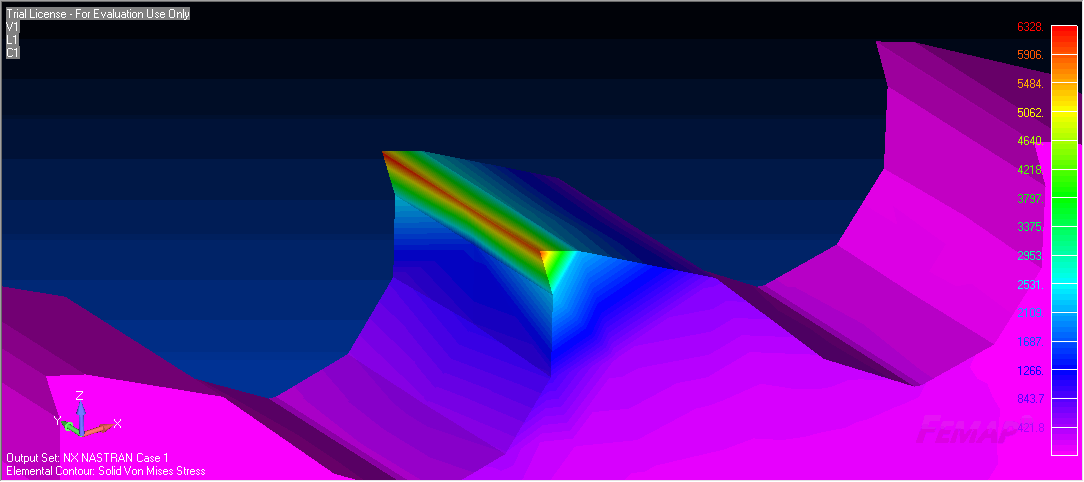 Total deflection: 0.0882mm
Total deflection: 0.0882mm
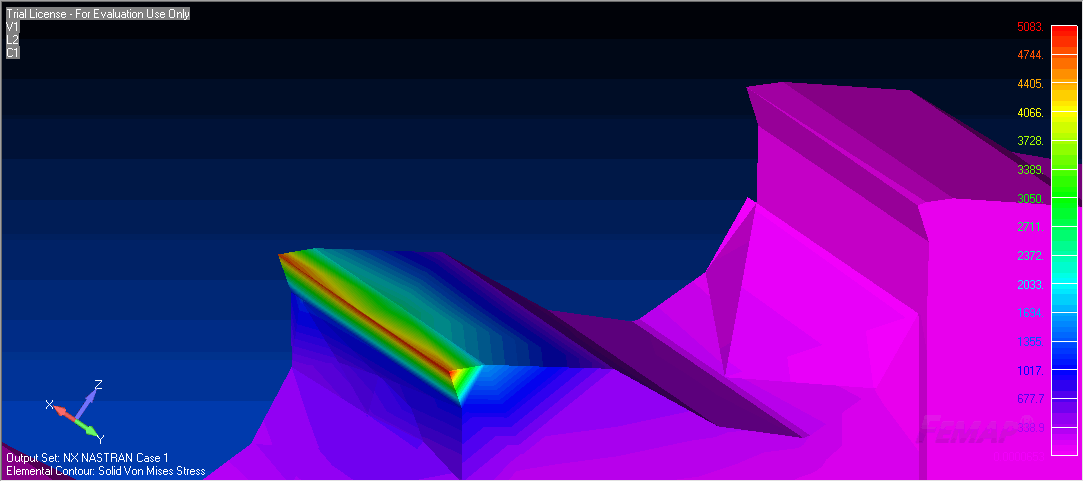
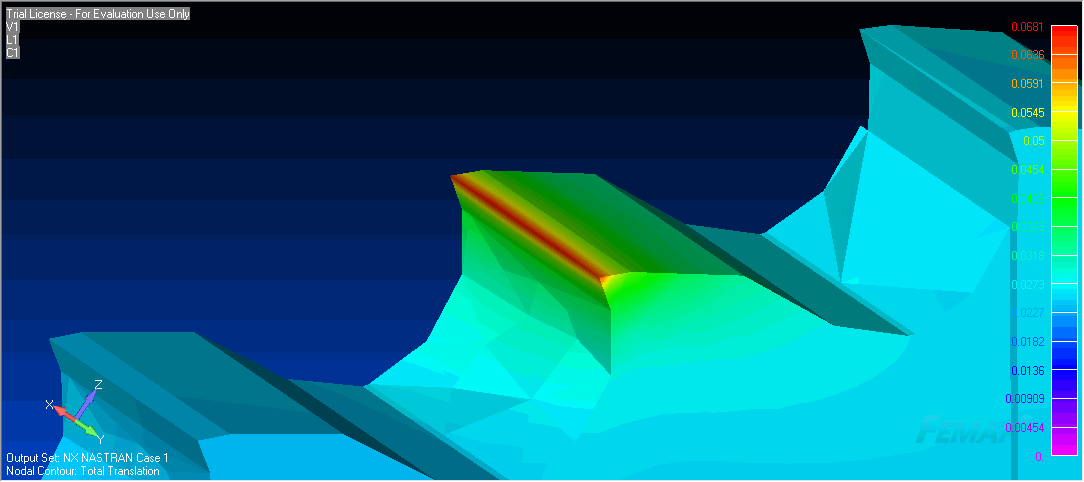
- Diameter = 450mm Thickness = 3mm Y = 18? α = 12?
Force = normal to the surface
With considering run out
Von misses stress:5083mpa
 Total deflection: 0.0681mm
Total deflection: 0.0681mm
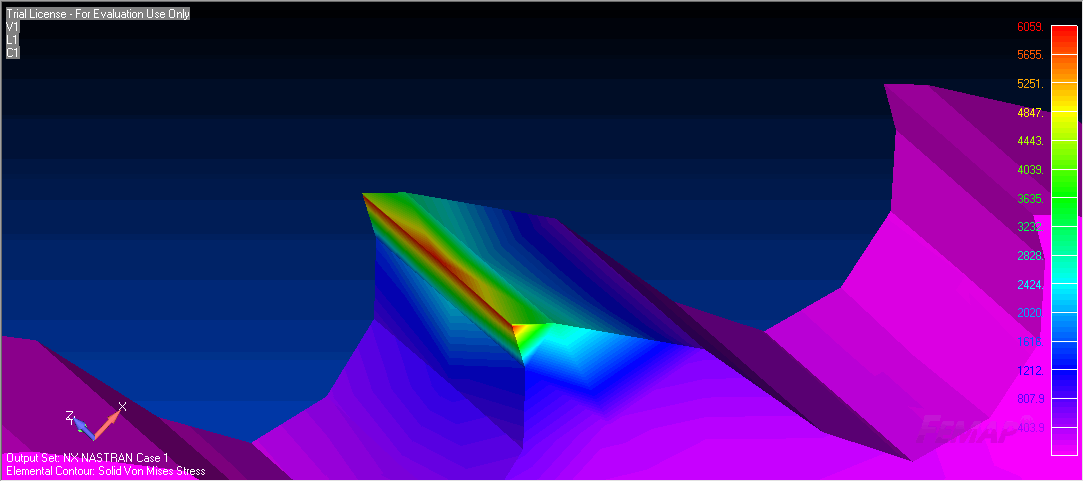
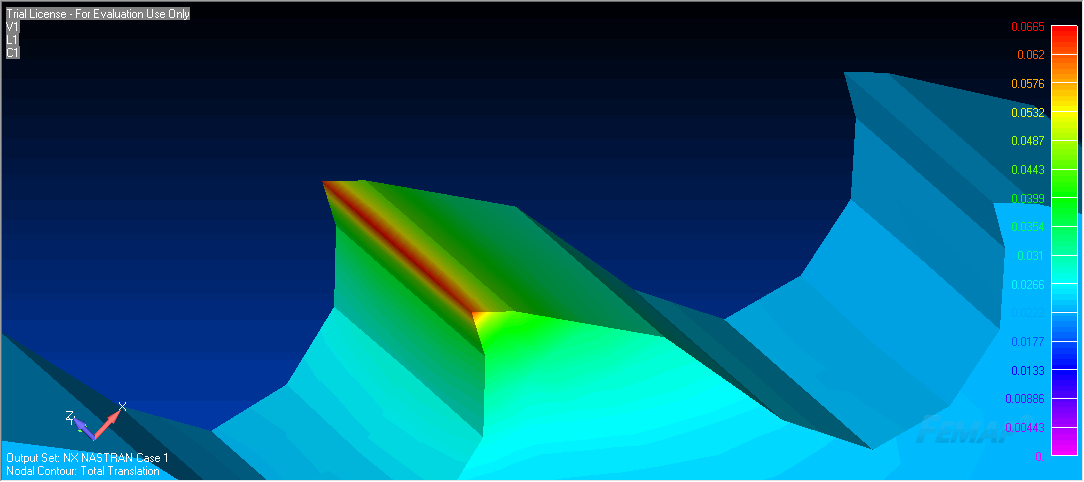
- Diameter = 300mm Thickness = 3mm Y = 18? α = 12?
Force = Normal to the surface
Without considering run out
Von misses stress: 6059mpa
Average stress at 0.35mm below tip = 4232mpa
 Total deflection: 0.0665mm
Total deflection: 0.0665mm
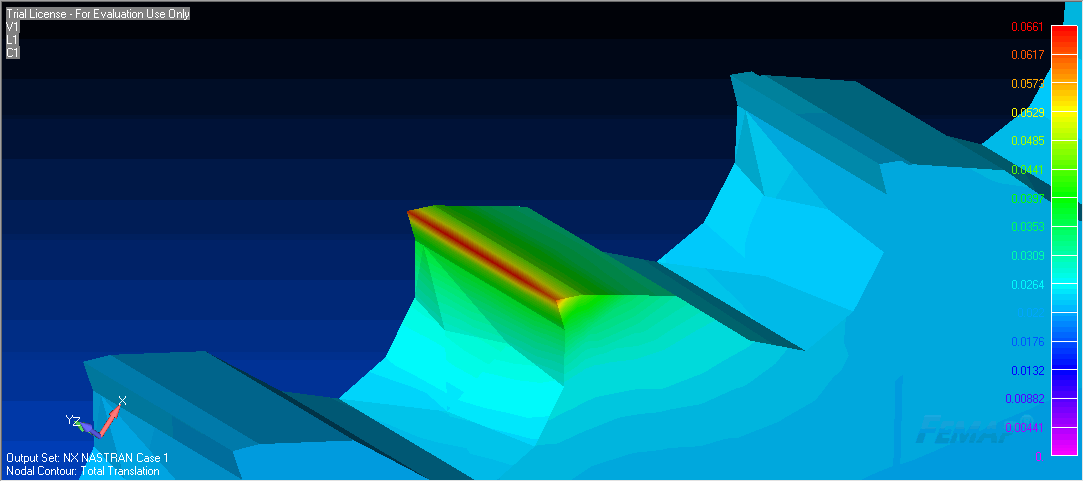
- Diameter = 300mm Thickness = 3mm Y = 18? α = 12?
Force = normal to the surface
Considering run out
Von misses stress: 5531mpa
Total deflection: 0.0661mm
Mr.Aloke Choudhury is an alumnus of IIT,Kharagpur having done both, his B.Tech and M.Tech from the premium institute. He has more than 30 years of industrial experience in design and development. He is spear heading ROLLFORM EQUIPMENT PVT. LTD (India’s pioneer manufacturers of High Speed Online Flying Cold Saw Cut-offs & Tube manufacturing equipment) in their developmental activities
Back
